
�o�a䓝ɽ��ٲ�������˾
(li��n)ϵ�ˣ�����(j��ng)��
�֡��C(j��)��13616191663
늡�Ԓ��0510-66902730 66902740 66902750
�ء�ַ���o�a���aɽ�^(q��)���h(hu��n)·118̖(h��o)����ʮ��
�ͷ�QQ��768325876
�W(w��ng)վ���(y��)������(f��)�ϰ�֪�R(sh��)��> ���P䓏�(f��)������������ˇ
���P䓏�(f��)������������ˇ
�l(f��)�����ڣ�2014-07-14 15:30:37
���a(ch��n)����̼�}ˮ�������еĴ��m�ܰ�(���|(zh��)��δ=36 mm��16MnR��δ=12 mm��
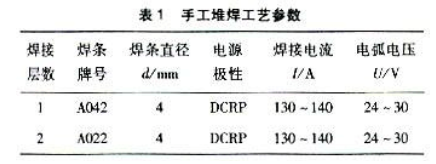
0Cr18Ni12Mo2Ti)�ď�(f��)�ϰ������ڲ��ײ�ُ(g��u)���Үa(ch��n)Ʒ��؛�������Q��������16MnR�϶Ѻ��W���w���P䓲��ϵķ����������^�Ɍ��x��A042���l,��(f��)���x��A022���l�����(y��n)�Cԓ�����ܷ��_(d��)���a(ch��n)ƷҪ�����ڮa(ch��n)Ʒ��ʽ�Ѻ�ǰ���M(j��n)���˶Ѻ�ԇ�(y��n)��
1 �Ѻ�ԇ�(y��n) 1.1 ԇ��
ԇ���x��16MnR䓣�Ҏ(gu��)���300 mm×200 mm×36 mm���Ѻ���Ȟ�14 mm���Ѻ����M(j��n)��������(y��ng)����̎����Ȼ��JB4708-92��(bi��o)��(zh��n)��Ҏ(gu��)���M(j��n)����ɫ̽�������W(xu��)����ԇ�(y��n)�����W(xu��)�ɷ�����
1.2 �Ѻ���ˇԇ�(y��n)
ԇ��Ѻ�ǰ��늄�(d��ng)ɰ݆�C(j��)���Ѻ����ĥ�����ٹ�������l��(j��ng)250 ��決1 h��ʩ���r(sh��)�S���Sȡ���Ѻ�4����ÿ�ӶѺ����Ì�(du��)�Qʩ�������ڶ��ӵ�ʩ������ֱ�ڵ�һ�ӵ�ʩ�������Դ�������Ѻ���һ�Ӻ��ٶѺ��ڶ������Ѻ���ˇ����(sh��)Ҋ��1���Ѻ��^����δ�l(f��)�F(xi��n)��ס��A�����Ѽy��ȱ����
1.3 �Ѻ����̎��
�����������Ԅ�(d��ng)��늠t���M(j��n)��������(y��ng)����̎������̎����ˇ���¡�
�b�t�ضȣ�≤350 ��,�ӟ��ٶȣ�≤120 ��/h���ӟ�ضȣ�570~600 �������ؕr(sh��)�g��130 min����s��ʽ���t����350 ���������Ҝ���
2 ����z�(y��n) 2.1 �B̽��
�Ѻ�ԇ���̎�������M(j��n)�б���B̽����PT���z����δ�l(f��)�F(xi��n)�Ѽy�ͷӬF(xi��n)������JB4708-92��(bi��o)��(zh��n)��Ҏ(gu��)���������ϸ�
2.2 �Ѻ������W(xu��)���ܙz�(y��n)
�Ѻ�ԇ���M(j��n)��4��(g��)��(c��)��?r��n)z�(y��n)�������Ǟ�180°������JB4708-92��(bi��o)��(zh��n)��Ҏ(gu��)�����Y(ji��)���ϸ��� 2.3 �Ѻ��ӻ��W(xu��)�ɷַ���
�Ѻ��ӻ��W(xu��)�ɷַ����Y(ji��)��Ҋ��2������ʹ��Ҫ����
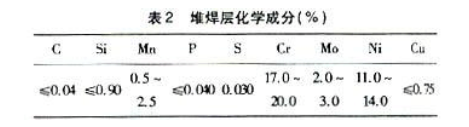
3 �Y(ji��) Փ
��16MnR�����ϲ���A042�����^�ɌӶѺ�������A022�����(f��)�ӶѺ���������ԇ�(y��n)���õĺ��ӹ�ˇ����(sh��)�����IJ��P䓏�(f��)�ϰ��܉�M��a(ch��n)Ʒ��ʹ��Ҫ�������C�ˮa(ch��n)Ʒ�İ��ڽ�؛��